[VIP第1年] 指数:3
[VIP第1年] 指数:3
二次元测量仪精确测量与问题排解方法。Z轴无法调焦。可能是固定螺丝锁住,只需将立柱上的固定螺丝松开即可。或者是马达驱动器坏,这时就得联系供应商进行修理。精度故障。包括a.x.y轴精度不准、两坐标测量精度差、角度示值误差大、不同平面测量误差大等。应对此类故障,要注意校正和调整。清洁保养。如果想让二次元测量仪少发生故障,就要注重平时对仪器进行保养。仪器存放环境相当重要,应放在清洁干燥的房间里,避免光学零件表面发霉、金属零件生锈、尘埃杂物剥落等。件表面要保持清洁,不可以用手触摸,要经常进行清洁。苏州科贸时贸易有限公司是一家专业提供测量仪 的公司。苏州二次元测量仪特点
关于使用影像测量仪R角的检测方法。首先,将工件的两相交直线包角a的实际值用工具显微镜或其它仪器测量出来。根据包角a和工件要求的圆角半径尸绘制一张放大图。并把放大图的圆弧顶角分角线与投影仪影屏的坐标轴重合,然后将被测工件放在投影仪的载物台上,调试影象。影象与放大图相比较,通过测微器测出两者的间隙,R就是被测工件实际圆角半径。然而,在包角一定时,由于R值大小的变化,其圆心的位置也变,且投影仪的重复性和再现性极差。因此,不能用投影仪或工具显微直接测量。从生产工艺角度分析,是为了杜绝车削后裂纹的产生,主要在应力集中的地方做成圆弧过渡,以此来分散应力,使零件不至于出现裂纹,让内应力在车削后的状态中再次能够平衡,在结构突变处做成圆弧过渡,也是将应力沿圆弧的法向疏散应力,不至于产生废品。苏州原装进口测量仪用法苏州科贸时贸易有限公司是一家专业提供测量仪 的公司,欢迎您的来电哦!
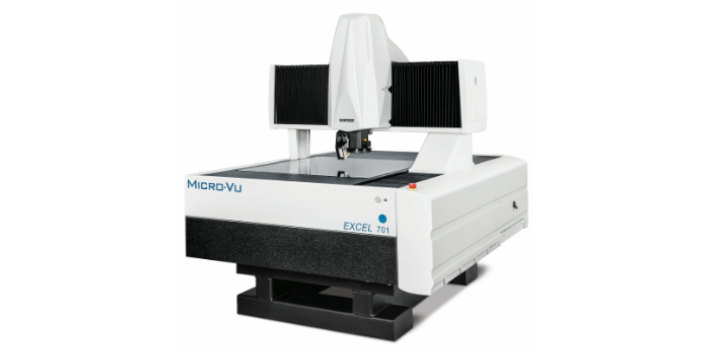
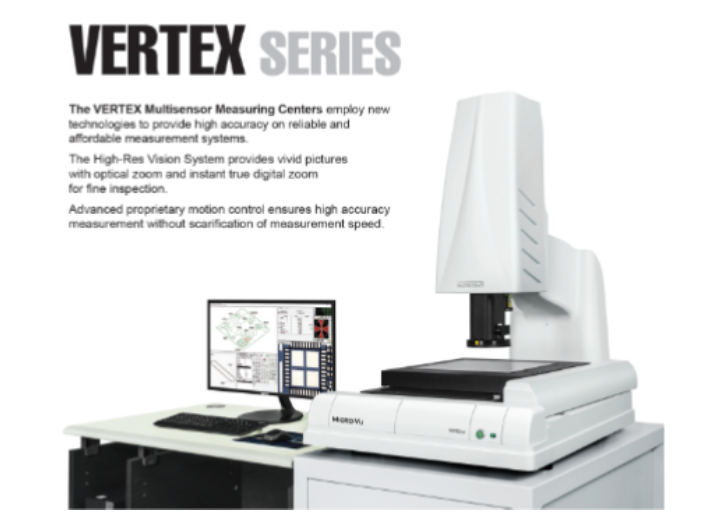
行业背景及市场分析:在当今的工业生产中,影像测量技术正在发挥着越来越重要的作用。随着科技的不断进步,对于测量精度的要求也在逐步提高。在这方面,MICROVU测量仪无疑成为了行业中的佼佼者。通过采用先进的影像测量技术,MICROVU测量仪能够实时捕捉和分析被测物体的图像,为企业提供高精度的测量解决方案。在市场上,存在许多不同类型的影像测量技术,包括非接触式和接触式测量等。然而,这些传统测量方法往往存在一定的局限性,例如测量精度不高、无法实时监测等。与此不同,MICROVU测量仪采用了先进的影像测量技术,具有高精度、实时监测、自动化程度高等优点。这使得它能够普遍应用于各种行业,包括汽车制造、半导体封装、医疗器材等领域。
测量仪先通光学系统将物体的像成在CCD上,再转换成视频图像,显示在液晶屏上。因CCD面阵尺寸的限制,测量仪屏幕的视场较小,加之,屏面材质和影像倍率不是整数等原因,不能实现屏上测量功能。如果采用工作台坐标测量,由于榫头形状由9条直线和8段圆弧组成,需要采集几十个坐标点,通过软件计算出每一段直线和圆弧的位置和半径,逐个元素进行数据比较,不光操作烦琐,效率低,而且不如综合评定效果直观。投影仪的投影屏尺寸从Ф250mm到Ф1500mm,具有不同规格;而测量仪液晶显示器的屏幕尺寸一般光局限于300毫米左右,对于需要大屏幕容纳的对象,就无能为力了。但是测量仪比投影仪有下列优点:采用低功率照明,无需冷却装置并且节能;很容易做到高倍率,善于观察细节。特别在反射照明和高倍率时,影像的照度比投影仪要高得多,因此,反射影像更加清晰。此外,可实现图像存储。测量仪 ,就选苏州科贸时贸易有限公司,有需求可以来电咨询!
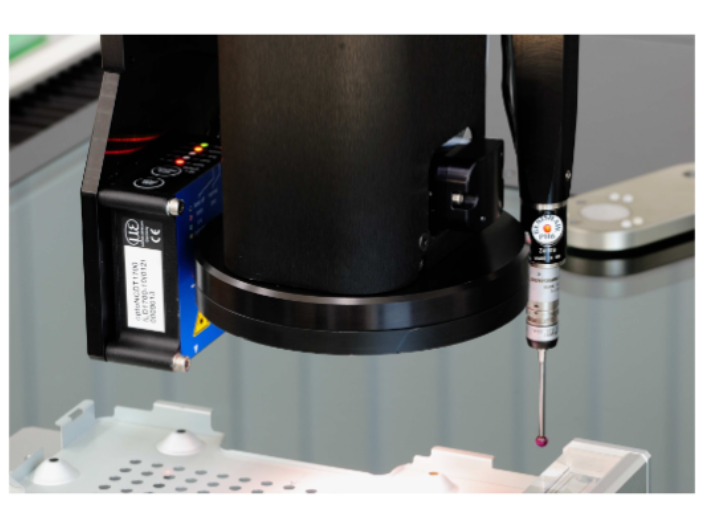
影像测量仪在盲孔测量的应用方案。千分尺测量法。选取与内孔直径大小合适的光滑塞规插入并测量,计算公式为:孔深=塞规长度+零件长度—塞规插入内径后零件的总长,间接测量得到深度测量值。卡尺测量法。选取已知长度的光滑塞规插入并用卡尺的尾部测量露出部分的长度,计算公式为:孔深=塞规长度-塞规插入内孔后剩余的长度,间接得到深度测量值。以上两种方法测量时间长,过程操作误差大,读数不直观,不适于批量零件的高效测试。影像测量仪利用影像测头采集工件的影像,并将这些图像转变为数字信号,提交给计算机进行处理。在影像探测系统中,合适的亮度和对比度是佳成像的关键。在实际应用中,一般需要专门使用测量仪 ,就选苏州科贸时贸易有限公司,有需要可以联系我司哦!苏州二次元测量仪特点
测量仪 ,就选苏州科贸时贸易有限公司,用户的信赖之选,有需要可以联系我司哦!苏州二次元测量仪特点
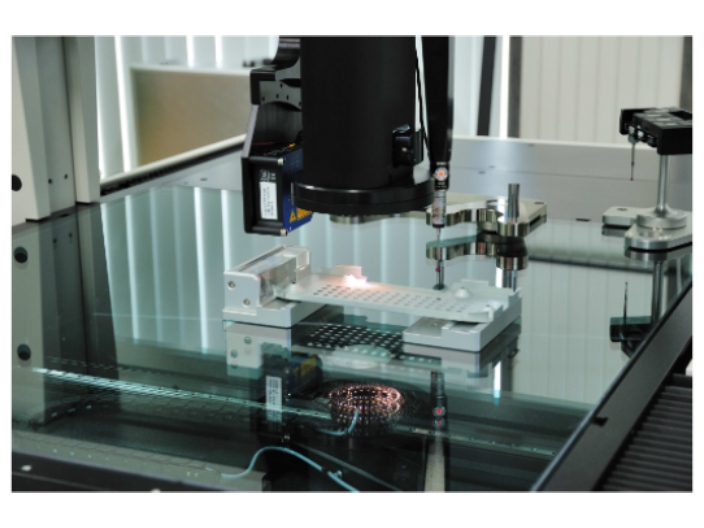
二次元测量仪是一种高精度的三维测量设备,被普遍应用于各种制造领域中。尤其是进口的二次元测量仪,它们具备自动对焦、自动识别和自动记录等先进功能,使得测量效率和精度得到了极大的提升。进口的二次元测量仪采用了先进的自动对焦技术。这项技术使得测量仪能够根据被测物体的距离和角度变化,自动调节镜头焦距,从而始终保持清晰的图像。无论是对于大尺寸的机械零件还是小型的电子元件,都能进行准确的尺寸测量和形貌分析。这种技术不仅提高了测量的精度,也极大地提高了测量的效率。苏州二次元测量仪特点
文章来源地址: http://yiqiyibiao.m.chanpin818.com/gxyq/yxy/deta_25322561.html
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。